
产品中心

- 产品描述
- 应用照片
- 应用视频
图片较多,缓冲较慢,请耐心等待...
-
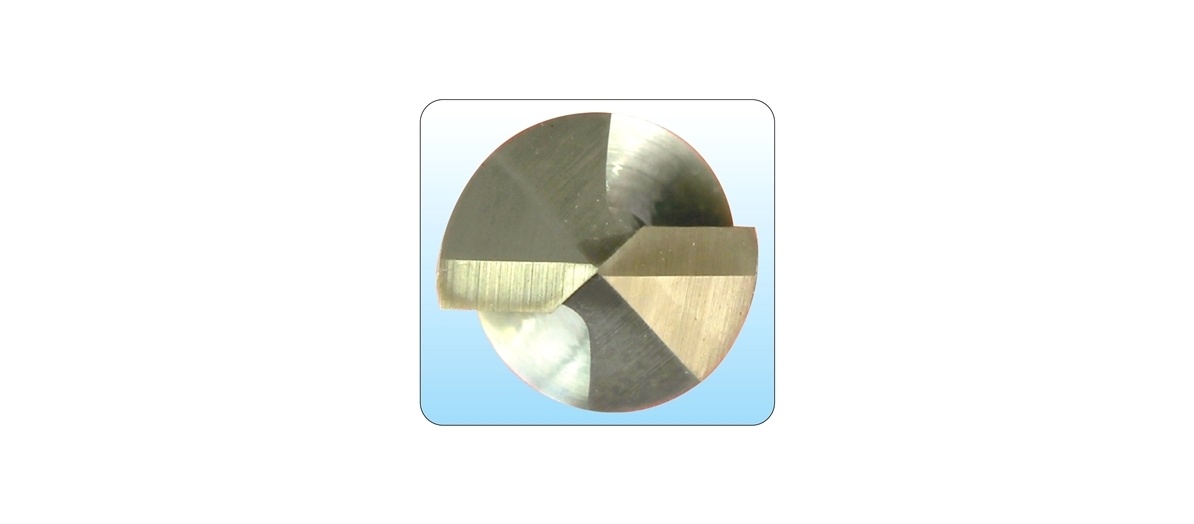
ESG-213X(Ø2mm-Ø13mm)

规格
型号 ESG-213X 马达 1406 研磨能力 Ø2mm ~ Ø13mm 转速 5500 R.P.M. 先端角 1754 重 量 11.25 kg 电源 AC110V - AC220V 单相 (60Hz/50Hz) 砂轮 标准附件 ER筒夹 Ø2.5mm ~ Ø13mm (12pcs) CBN钻石砂轮 #200 x 1pc 与 #400 x 1pc 特殊附件 订购编号 品 名 ESG-213X-2D SDC钻石砂轮 #400 (钨钢钻头专用) 操作方式

钻头夹具组加装轴承(可轻松的夹持钻头)
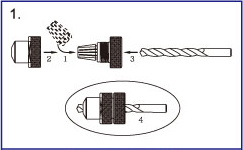
钻头夹具组与“筒夹”及“钻头”之组装
请依左列图标1,2,3,4之步骤组装。 “不锁紧”如图标1
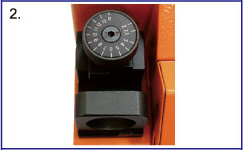
钻头直径之定位调整
先将刻度调整环向右转至归零位置。
将刻度调整环向左转至所要研磨之钻头直径尺寸。 如图标2

钻头之定位
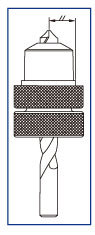
插入钻头夹具组至调整台及钻头插到底后,将钻头及夹具组向右转到底后锁紧。 如图标3
注意:刻度调整环可能因钻头之新旧及规格样 式不同而无法精确,请于钻头定位后确认钻头刀口需与钻头夹具组之缺口成平行状态。 (如右图标)

钻头刀刃研磨
将ER夹具组前端对准刀刃研磨座之凹槽、轻轻接触砂轮并缓慢进到凹槽,并做左右旋转,以便消除研磨时产生的毛边,研磨到没声音即可,直接取出ER夹具组,做180°旋转后,重复上述动作即可完成钻头刀刃研磨。 如图示4

钻头中心静点研磨
将ER夹具组前端对准静点研磨座之凹槽、轻轻接触砂轮并缓慢进到凹槽,并做左右旋转,目的使左右静点一致,研磨到没声音即可,直接取出ER夹具组,做180°旋转后,重复上述动作即可完成钻头中心静点研磨。 如图示5
静点调整:
调 “+” 中心静点增大
调 “-” 中心静点缩小

钻头后斜角研磨
将ER夹具组前端对准后斜角研磨座之凹槽,缓缓插入直到钻头轻触砂轮,再缓慢进给,研磨到没声音即可,直接取出ER夹具组,做180°旋转后,重复上述动作即可完成钻头后斜角研磨。 如图标6
后斜角调整:
调“+” 后斜角变大
调 “-”后斜角变小
研磨机使用后请经常清除钻头屑粉及保养,以避免屑粉与研磨座磨擦损耗,增长使用寿命。
本机在正常使用范围内保固一年(虚耗零件及砂轮除外)
联系我们
地址:无锡市解放东路东映山河37号902室
电话:0510 - 82728632/82722718
金先生:13806178314(微信同号)
马先生:15961845963(微信同号)
张女士:13861801693(微信同号)
QQ:2775972360 1003515781